
/ Contact Us
Zhejiang Linchuan Machinery Manufacturing Co., Ltd.
No. 88 Wenbo Road, Jinxi Development Zone, Wucheng District, Jinhua City, Zhejiang Province, China
+86-13605822008
2026-05-15
Standard Flat Hammerhead (Two-Hole Type): The common design for hammer crushers in cement and aggregate plants. The hammerhead has a rectangular profile with two mounting holes (22-30 mm diameter) spaced 80-120 mm apart. Weight ranges from 5 kg to 30 kg. The working edge is straight or slightly curved. Service life is 200-600 hours, depending on material hardness. These hammerheads are used for crushing limestone, coal, gypsum, and clinker.
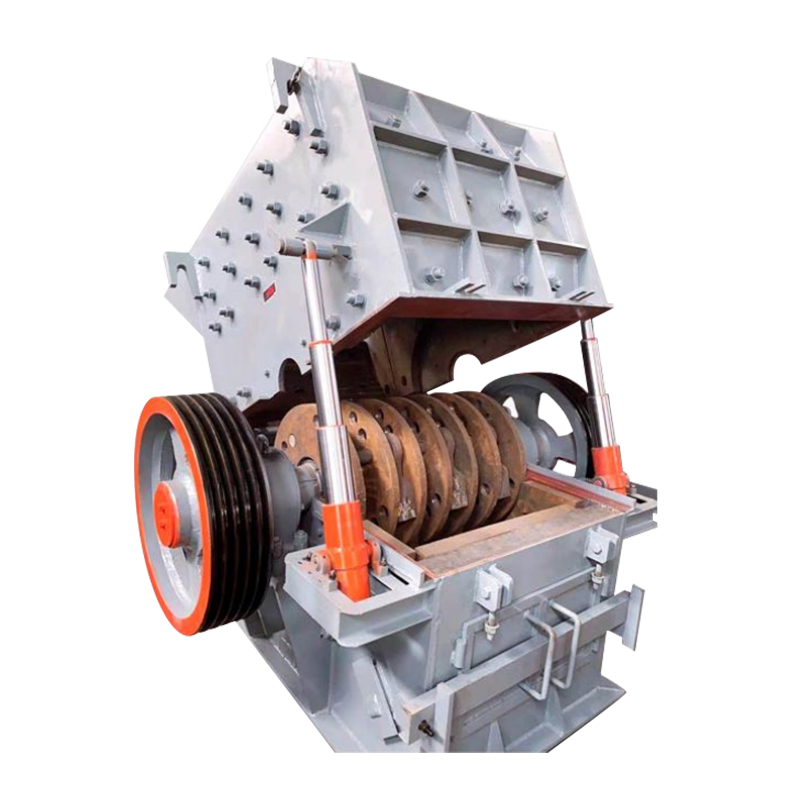
Heavy-Duty T-Shaped Hammerhead: The cross-section resembles a "T," with a thicker back (40-60 mm) and a narrower striking edge (20-30 mm). The T-shape concentrates the hammer's mass toward the impact face, increasing crushing force by 15-25 percent compared to flat designs of equal weight. These are specified for primary crushers handling large feed sizes (300-500 mm) and hard materials such as granite, basalt, and iron ore.
Super-High-Manganese Hammerhead (Mn18Cr2 or Mn22Cr2): These contain 18-22 percent manganese and 2 percent chromium. The chromium addition improves hardness from 180-220 HB (as-cast) to 220-260 HB while maintaining impact toughness of 120-180 J/cm². Super-high-manganese hammerheads are used in recycling applications (concrete, asphalt, scrap metal) where both abrasion and high impact loads are present.
Cemented Carbide Insert Hammerhead: A standard high-manganese steel hammerhead with tungsten carbide buttons (6-12 mm diameter) inserted into the working face. The carbide has hardness of 1,600-1,800 HV, compared to 450-550 HV for the steel matrix. The carbide inserts protrude 2-5 mm above the steel surface, protecting the softer steel from abrasion. Service life is 2-3 times longer than non-insert hammerheads. These are used for highly abrasive materials such as quartz, river pebbles, and ferrosilicon.
High-manganese steel grades are designated by their manganese content. The most common grade is Mn13 (also called Hadfield steel, named after its inventor Robert Hadfield). Its nominal composition is 1.0-1.4 percent carbon, 12-14 percent manganese, and 0.3-0.8 percent silicon, with the balance iron. The high manganese content stabilizes the austenitic phase at room temperature. In the as-cast condition, the steel has a hardness of 180-220 HB and relatively low tensile strength (600-700 MPa). However, when the surface is subjected to impact or high pressure (above 500 MPa), the austenite transforms locally into martensite⁷. This transformation is strain-induced: the crystal structure changes from face-centred cubic (austenite, FCC) to body-centred tetragonal (martensite, BCT). The martensite has hardness of 500-600 HV, approximately three times harder than the original austenite. The transformation consumes impact energy, which is why the steel does not crack easily; instead, it work-hardens⁸. A typical crusher hammerhead reaches a surface hardness of 450-550 HV after 30-60 minutes of operation.
The work-hardening rate depends on the manganese content. Mn13 achieves a maximum surface hardness of 500-550 HV. Mn18 (16-19 percent Mn) reaches 550-600 HV but requires higher impact energy (150 J versus 80 J for Mn13) to initiate the transformation. For applications with light impacts (e.g., coal crushing, where the impact energy per hammer is 20-30 J), Mn13 is superior because it work-hardens at lower impact levels. For heavy-duty applications (ore crushing, 80-120 J per impact), Mn18 provides higher final hardness. The carbon content also affects properties: lower carbon (0.9-1.1 percent) improves toughness (impact toughness of 150-200 J/cm²) but reduces achievable hardness (450-500 HV maximum). Higher carbon (1.2-1.4 percent) raises hardness (550-600 HV) but reduces toughness (80-120 J/cm²). A compromise grade, Mn13Cr2, adds 2 percent chromium, which increases the carbon solubility and forms chromium carbides. These carbides have a hardness of 1,200-1,500 HV, contributing to wear resistance even before work-hardening occurs. However, the chromium also reduces the steel's ductility: elongation drops from 25-35 percent for Mn13 to 15-25 percent for Mn13Cr2⁹.
Heat treatment for high-manganese steel is distinct from other steels. The material is heated to 1,050-1,100°C (austenitizing temperature) and held for 30-60 minutes per 25 mm of section thickness. Then it is quenched in water (from 1,050°C to below 200°C within 30 seconds). This process, called "solution treatment," keeps the carbon dissolved in the austenite. Slow cooling (e.g., air cooling) would allow carbides to precipitate at the grain boundaries, making the steel brittle. A properly solution-treated hammerhead has an impact toughness of 150-200 J/cm² (Charpy V-notch) and elongation of 25-35 percent. After service (work-hardened), the elongation drops to 5-10 percent, but the steel remains tough enough to resist cracking under normal operating conditions. The wear rate of a high-manganese hammerhead is approximately 0.5-2.0 grams per tonne of crushed material for limestone, 2-5 g/t for coal, and 5-15 g/t for granite or basalt. This means a 20 kg hammerhead crushing 10,000 tonnes of limestone loses 50-200 grams of material — a service life of 100-400 hours, depending on throughput rate.
HOT PRODUCTS
interested?
Contact us!

No. 88 Wenbo Road, Jinxi Development Zone, Wucheng District, Jinhua City, Zhejiang Province, China

+86-18869925678
+86-13605822008
Mining Crushing & Sand-Making Manufacturer
 English
English
 中文简体
中文简体
 русский
русский








